從3D列印到塑膠射出——製造工藝的抉擇
在產品設計的世界裡,「完美」與「務實」總是在拉鋸。這不僅考驗著設計師的技術能力,更挑戰著他們的商業思維。
兩種製造思維的本質差異
想像一下:3D列印就像是用筆慢慢描繪一幅畫,而塑膠射出則像是用印刷機大量複製。這個比喻精準地道出了兩者的核心差異。
3D列印是加法製造,透過擠出頭將熔融的塑膠線材一層層堆疊,從無到有「畫」出產品。它的魅力在於幾乎無限的設計自由度——任何天馬行空的想法都能實現。然而,這種自由是有代價的:時間。製作一個複雜的3D列印件可能需要數小時甚至數天。
塑膠射出則完全相反。它依賴精密的模具設計,將熔融塑膠注入其中,冷卻後脫模。每一次射出都能獲得幾乎一模一樣的成品,速度快、品質穩定。但前期需要投入高昂的模具費用,而且設計受到諸多限制。
成本的真相:數字會說話
讓我們用實際數據來看看兩種工藝的成本差異:
成本交叉點
超過此數量,射出成型開始划算
成本降幅
10萬件時單價從$300降至$6.5
速度差異
射出成型週期30-60秒 vs 3D列印數小時
模具投資
中等複雜度模具的平均成本
成本假設條件:中等複雜度模具費用$150,000(2穴)、射出成型單價$5/件(含材料與加工)、3D列印單價$300/件(SLA工藝,約30g材料)。實際成本會因產品設計、材料選擇、精度要求而有所差異。
| 訂單數量 | 製程 | 模具費用 | 單件成本 | 總支出 | 平均成本 |
|---|---|---|---|---|---|
| 100件 | 3D列印 | $0 | $300 | $3萬 | $300/件 |
| 塑膠射出 | $15萬 | $5 | $15萬500 | $1,505/件 | |
| 1,000件 | 3D列印 | $0 | $300 | $30萬 | $300/件 |
| 塑膠射出 | $15萬 | $5 | $15.5萬 | $155/件 | |
| 1 萬件 | 3D列印 | $0 | $300 | $300萬 | $300/件 |
| 塑膠射出 | $15萬 | $5 | $20萬 | $20/件 | |
| 10 萬件 | 3D列印 | $0 | $300 | $3,000萬 | $300/件 |
| 塑膠射出 | $15萬 | $5 | $65萬 | $6.5/件 |
📊 互動式成本交叉點分析
以下圖表清楚顯示兩種製程的成本變化。紅色區域代表 3D 列印較划算, 綠色區域代表射出成型較划算。交叉點顯示在 516 件處。
- 橫軸(X):生產數量(1-10,000 件)
- 縱軸(Y):總成本(對數刻度,方便觀察大範圍變化)
- 藍色線:3D 列印總成本(固定 $300/件,呈線性增長)
- 橙色線:射出成型總成本(模具 $150,000 + $5/件)
- 紫色標記:成本交叉點 @ 516 件,兩者成本相等 = $154,800
- 點擊任意點:查看該數量下的詳細成本對比分析
數據清楚地告訴我們:當訂單量超過一定數量時,塑膠射出的成本優勢就開始顯現。這就是為什麼3D列印多用於原型開發和小批量生產,而塑膠射出仍是大規模量產的不二選擇。
⚡ 快速決策流程:3D列印 vs 射出成型
• 快速交付
• 設計自由度高
避免模具修改風險
• 品質穩定
• 適合大量生產
- 500-1000件:視產品複雜度決定,建議先評估模具費用
- 原型階段:一律使用3D列印驗證設計可行性
- 複雜結構:先用3D列印測試,確認無誤再投資模具
- 緊急訂單:50件以下3D列印可能更快交付
從實驗室到工廠:設計師的現實考驗
當一個在3D列印機上完美運作的設計要轉為量產時,設計師往往會經歷「五雷轟頂」的瞬間——原來那些看似微不足道的細節,每一個都可能讓模具費用翻倍。
設計的兩難:美學與製造的平衡術
這句話道出了產品設計的核心困境。以下是設計師最常面對的挑戰:
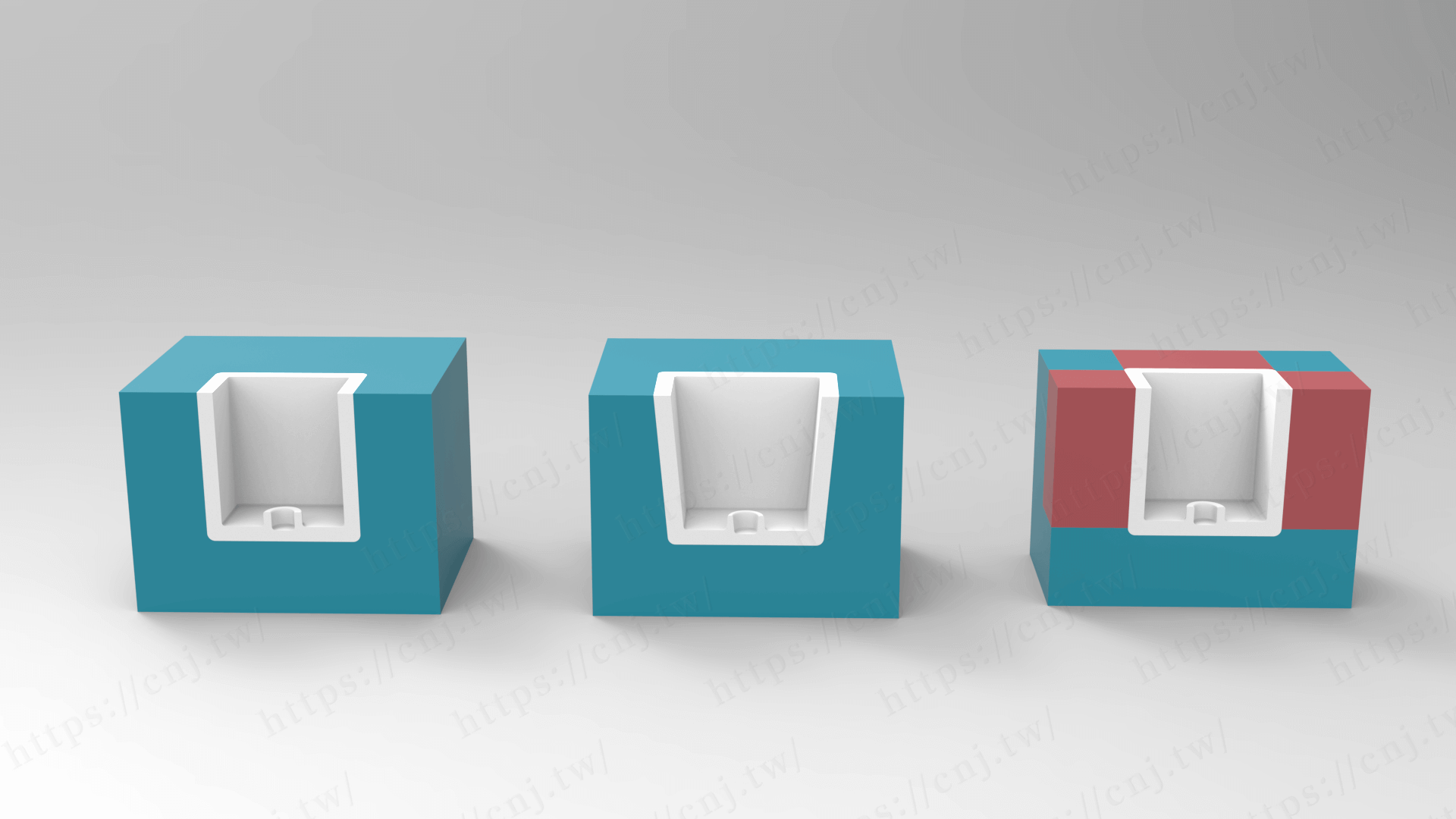
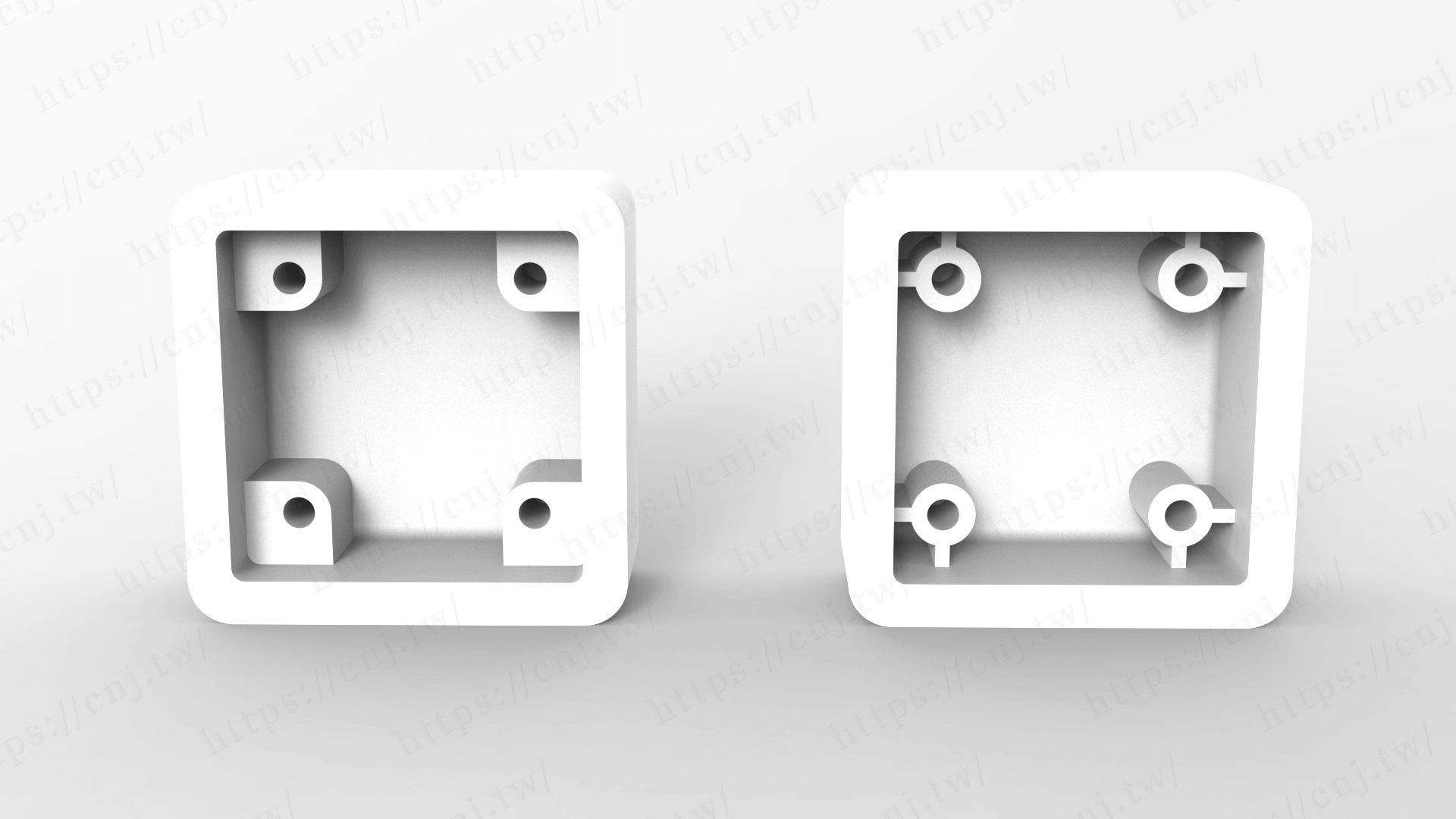
- ❌ 問題:垂直的壁面會讓塑件卡在模具中,強制脫模會造成表面刮傷(圖左)
- ✅ 務實解法(成本+0%):加入適當的脫模角度0.5-3度(圖中) — 對外觀影響極小,幾乎無額外成本
- 💰 完美主義解法(成本+30-50%):使用滑塊機構,保持完美的垂直面(圖右) — 模具複雜度大增
- ❌ 問題:造型優美的倒鉤設計無法從模具中取出(圖左)
- ✅ 務實解法(成本+0-5%):重新設計,避免倒鉤或在底部開孔(圖中) — 微調設計即可
- 💰 完美主義解法(成本+50-100%):複雜的斜銷、滑塊或抽芯(可側向移動的模具機構)(圖右) — 模具費暴增且維護困難
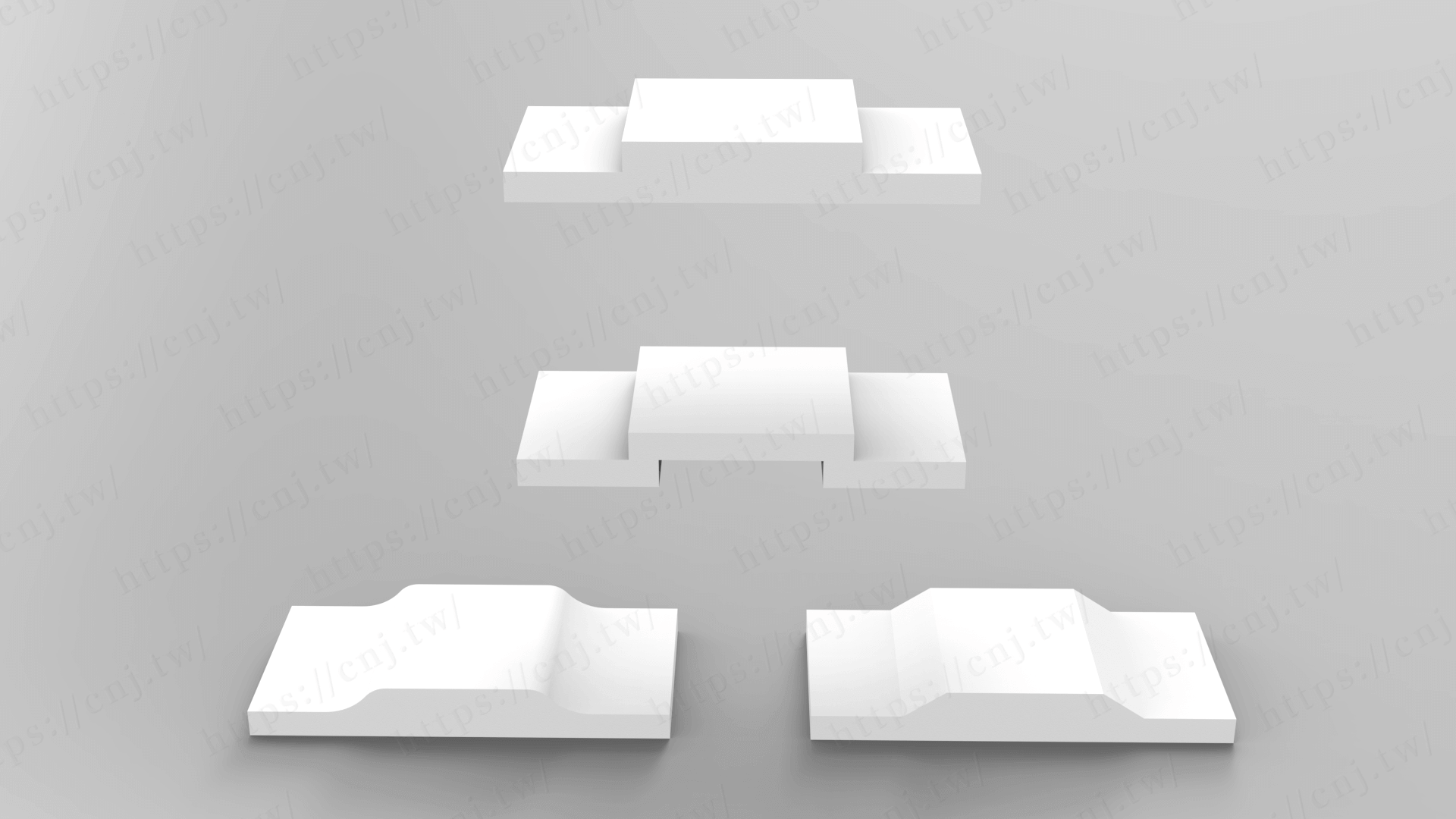
- ❌ 問題:厚薄不均(圖上)導致收縮變形、表面凹陷
- 📊 數據真相:壁厚差異超過50%時,縮水率可達2-3%,足以讓精密配合的零件完全無法組裝。深入了解射出成型常見缺陷與解決方案
- ✅ 務實解法(成本+0%):統一壁厚(通常2-3mm)(圖中),必要處加入漸變過渡(圖下) — 這是設計基本功
- ⚠️ 完美主義解法:這個真的沒有捷徑,物理定律不容挑戰
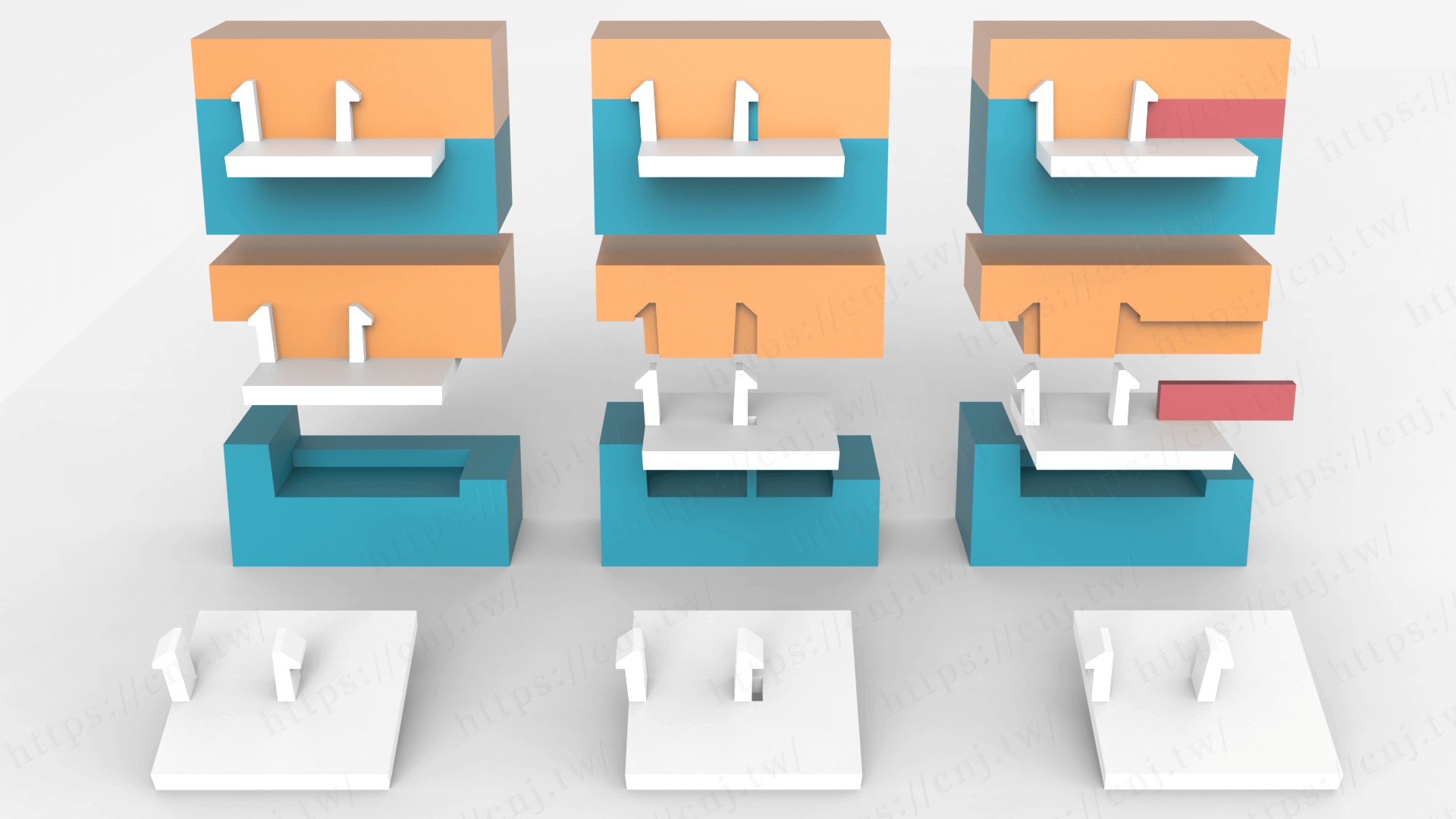
- ❌ 問題:尖角處應力集中,容易斷裂,影響塑料流動
- ✅ 務實解法(成本+0%):加入圓角(至少0.5mm)並確保圓角壁厚一致(圖左下;右下為不合理的圓角導致肉厚不均) — 設計基本要求,成本極低
- 💰 完美主義解法(成本+100-200%):拆件加工後再組合出銳利轉角(圖右上:原本一個零件需拆分成四件) — 增加組裝成本與複雜度
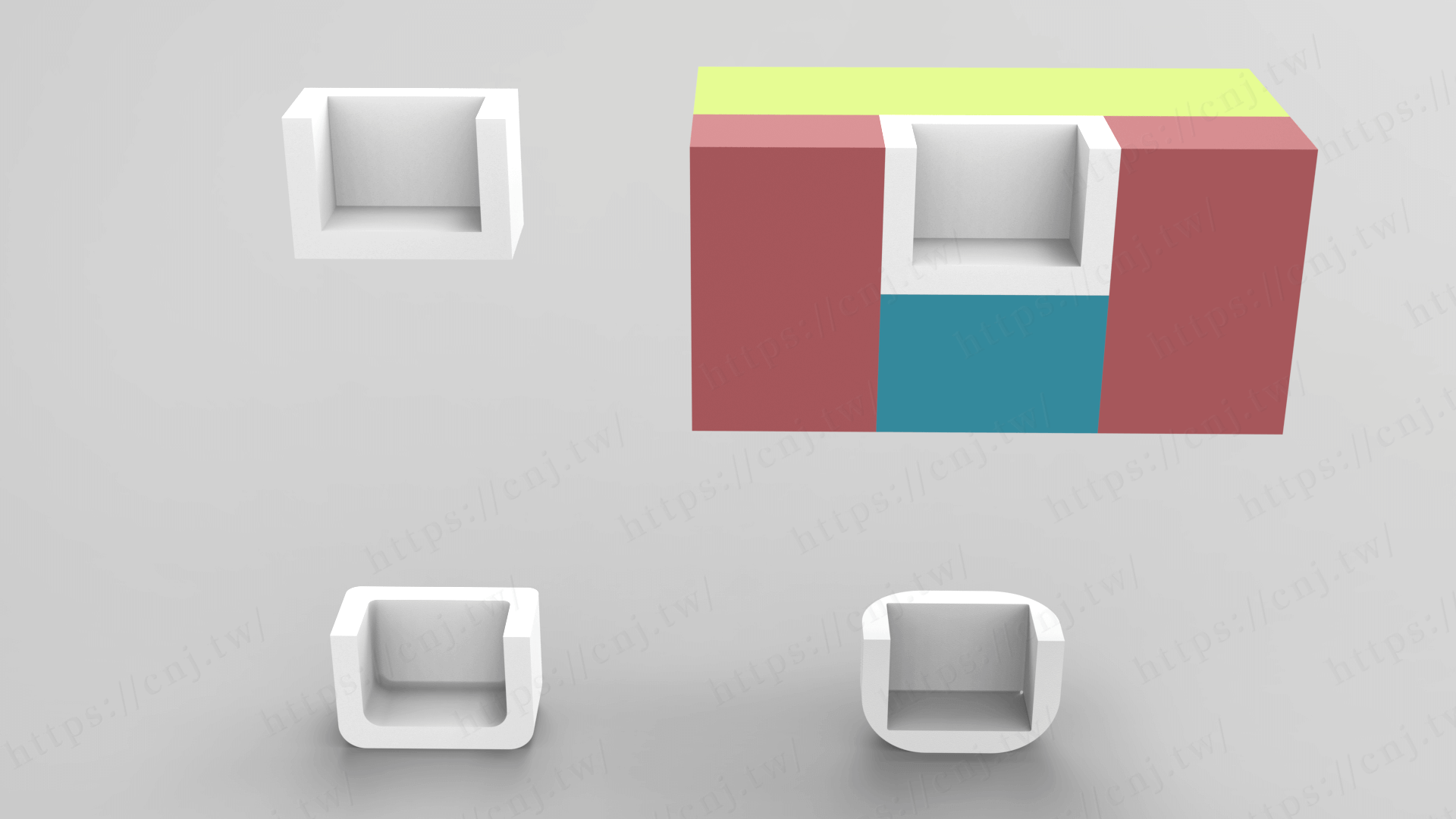
- ❌ 問題:柱體與本體相連,造成厚度過大(圖左),產生縮水痕
- 📏 經驗法則:BOSS柱直徑不應超過壁厚的2倍,肋條厚度應為壁厚的50-60%。想了解更多材料選擇技巧,請參考射出成型材料選擇指南
- ✅ 務實解法(成本+0%):使用肋條連接,保持壁厚一致(圖右) — 標準設計規範
- ⚠️ 完美主義解法:同樣沒有,這是設計的基本功
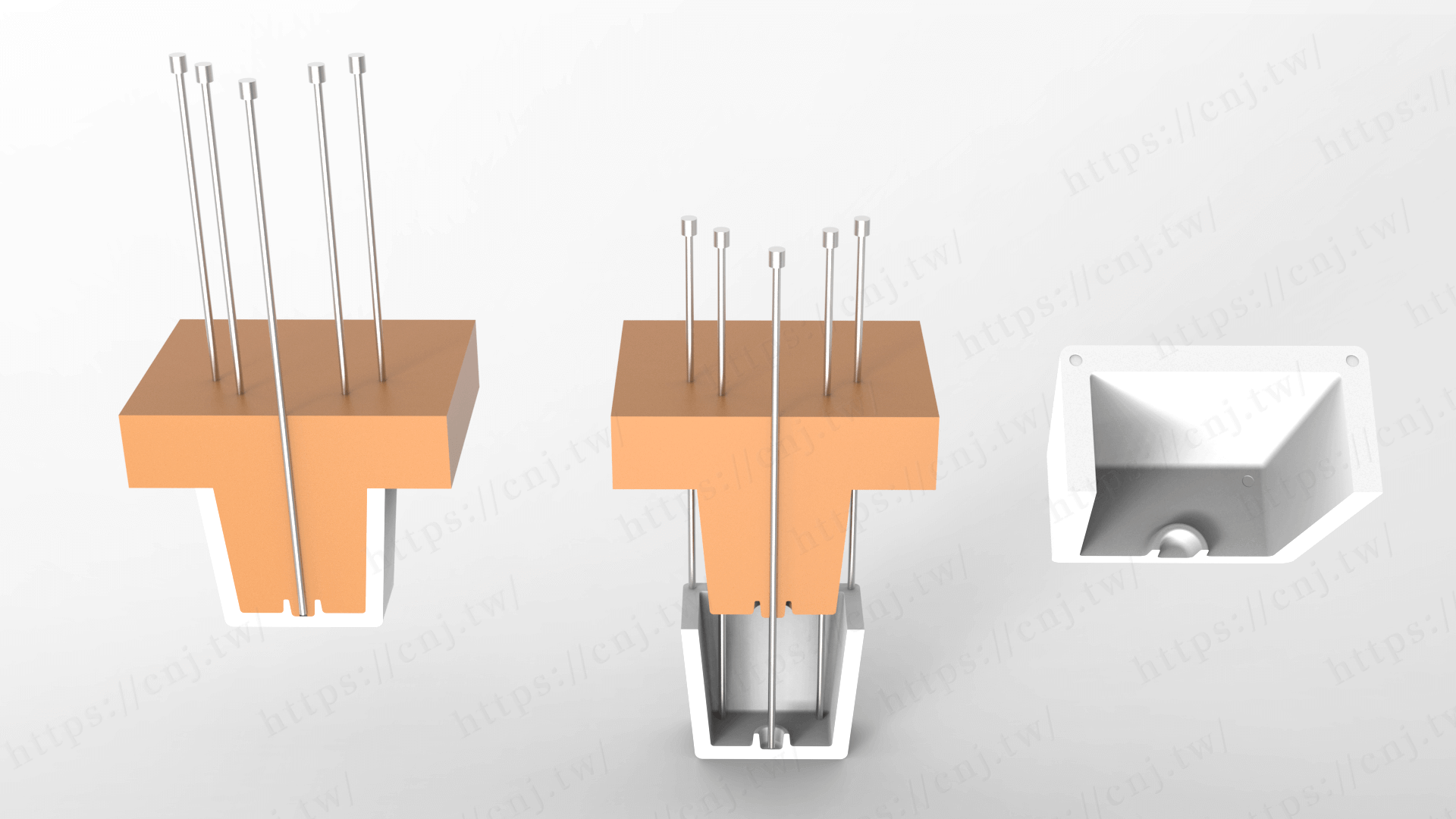
- ❌ 問題:頂針會在產品上留下頂出痕跡(圖右)
- ✅ 務實解法(成本+0%):將頂出位置設計在不顯眼處 — 聰明的設計規劃
- 💰 完美主義解法(成本+20-40%):使用頂出板或套筒等更複雜機構 — 增加模具複雜度
結語:在理想與現實間舞蹈
產品設計從來不是非黑即白的選擇題。只要成本無上限,幾乎所有「完美」的設計都能實現;但現實是,市場與預算會逼著設計師做出取捨。
最優秀的設計師,是那些能在腦中同時運行「完美」與「務實」兩套系統的人。他們知道:
- 在概念階段,要敢於追求完美
- 在原型階段,要勇於嘗試極限
- 在量產階段,要懂得優雅地妥協
真正的設計智慧,不在於無條件地追求完美,也不在於一味地向現實低頭。而是在每個關鍵時刻,做出最合適的選擇——知道什麼時候該堅持,什麼時候該放手。
記住:在對的階段,選擇對的方式,才是成熟的設計思維。
畢竟,一個無法量產的完美設計,和一個毫無特色的平庸產品,都不是市場真正需要的答案。
下次當你拿起一個塑膠產品時,不妨仔細觀察——
那些巧妙的圓角、恰到好處的壁厚、隱藏的頂針痕跡,都是設計師在完美與務實之間反覆權衡的結果。
這就是工業設計的魅力:在看不見的地方,藏著看得見的智慧。